










































X-ray Inspection & Checkweighing Solution
In automated end-of-line packaging, processing inelastic bulk materials—such as amorphous silicon dioxide (silica powder), micronized plastic resins, refined sugars, and premium pet foods—introduces distinct rheological complexities. Due to high surface area adsorption and low intrinsic fluidization, these ultra-fine particles resist uniform distribution during fast vertical bagging. The resulting packages exit filling lines with unstable internal mass mounds, typically showing localized compaction and uneven fill profiles. When these unconditioned matrices pass through downstream quality gates, they compromise precision instruments. Variable product cross-sections generate erratic load cell signals and distort radiological imagery. To counter this, production facilities require an integrated mechanical and sensory architecture that stabilizes the physical material before data acquisition.
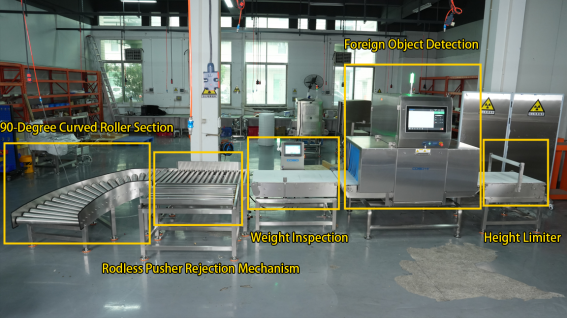
System Structure: The Five-Stage Integrated Quality Control Line
This system functions as a space-saving, multi-stage quality control. It combines physical material pre-conditioning, foreign object inspection, weight inspection, and compact material handling into a single synchronized process.
Stage 1: The Height Limiter (Physical Pre-Conditioning)
Function: Mechanically levels and flattens incoming bagged materials before they reach any digital sensors.
Engineering Purpose: Non-flowing powders (like silica) naturally stack unevenly during vertical bagging, creating high and low spots. The height limiter flattens the bag to enforce a uniform product thickness. This stabilizes the material's center of gravity and prevents image distortion or "washed-out" zones inside the X-ray tunnel.
Stage 2: Foreign Object Detection (X-Ray Inspection System)
Function: Scans the stabilized package using non-destructive X-ray penetration.
Engineering Purpose: Identifies both metallic and non-metallic contaminants (including ferrous metals, copper, aluminum, stainless steel, glass shards, stones, ceramics, and hard plastic) based on relative density differentials. It converts density variations into clear grayscale images for real-time automated analysis.
Stage 3: Weight Inspection (Inline Checkweigher)
Function: Validates the exact mass of the package immediately after it exits the X-ray tunnel. Engineering Purpose: Checks for weight deviations to identify underfilled packages, overfilled packages, or missing items. Because the product was flattened in Stage 1, the material inside does not shift ; this eliminates mass oscillations across the weighbridge and ensures highly accurate load cell readings.
Stage 4: Rodless Pusher Rejection Mechanism
Function: A single, centralized execution point that removes non-compliant products from the line.
Engineering Purpose: Instead of using separate reject bins that waste linear floor space, this setup links both the X-ray and checkweigher signal streams to a central PLC. If a package fails either the purity check or the weight threshold, the rodless pusher sweeps it out of the production stream into the collection bin.
Stage 5: 90-Degree Curved Roller Section (Elevation Bridge)
Function: Redirects qualified products around a right-angle corner and enters downstream production line seamlessly.
Engineering Purpose: Features a engineered downward slope to smoothly bridge the vertical height mismatch between the upstream packaging line and downstream collection lines. It prevents product tumbling, tearing, or stacking bottlenecks within confined facility footprints.
The whole combined systems


