










































โซลูชันการตรวจสอบด้วยรังสีเอกซ์และการชั่งน้ำหนัก
ในการบรรจุภัณฑ์อัตโนมัติแบบปลายสายการผลิต (end-of-line packaging) การประมวลผลวัสดุกลุ่มใหญ่ที่ไม่ยืดหยุ่น—เช่น ซิลิกาไดออกไซด์แบบไม่มีรูปผลึก (ผงซิลิกา) เรซินพลาสติกที่บดละเอียดจนเป็นไมครอน น้ำตาลบริสุทธิ์ และอาหารสัตว์เลี้ยงคุณภาพสูง—ก่อให้เกิดความซับซ้อนด้านพฤติกรรมการไหล (rheological complexities) ที่ชัดเจน เนื่องจากมีพื้นผิวสัมผัสสูงทำให้เกิดการดูดซับมาก และมีความสามารถในการไหลแบบฟลูอิดไนเซชัน (fluidization) ต่ำโดยธรรมชาติ อนุภาคขนาดนาโนหรือไมโครที่ละเอียดมากเหล่านี้จึงต้านทานการกระจายตัวอย่างสม่ำเสมอในระหว่างกระบวนการบรรจุถุงแนวตั้งที่มีความเร็วสูง ส่งผลให้ผลิตภัณฑ์ที่ออกจากสายการบรรจุมีเนื้อหาภายในที่ไม่เสถียร โดยมักปรากฏเป็นเนินมวลที่กระจุกตัวในบางจุดและรูปแบบการบรรจุที่ไม่สม่ำเสมอ เมื่อมวลสารที่ยังไม่ผ่านการปรับสภาพ (unconditioned matrices) เหล่านี้เคลื่อนผ่านประตูควบคุมคุณภาพขั้นต่อไป จะส่งผลให้เครื่องมือวัดความแม่นยำลดลง ทั้งนี้ เนื่องจากหน้าตัดของผลิตภัณฑ์ที่เปลี่ยนแปลงไปอย่างไม่แน่นอน ทำให้สัญญาณจากโหลดเซลล์แปรปรวน และภาพถ่ายทางรังสีผิดเพี้ยน เพื่อแก้ไขปัญหานี้ โรงงานผลิตจำเป็นต้องใช้สถาปัตยกรรมแบบผสมผสานที่รวมทั้งระบบกลไกและระบบตรวจจับเชิงประสาทสัมผัส (mechanical and sensory architecture) ซึ่งสามารถทำให้วัสดุทางกายภาพมีความเสถียรก่อนการเก็บรวบรวมข้อมูล
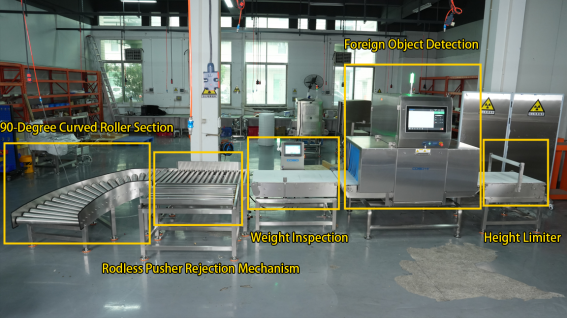
โครงสร้างระบบ: สายควบคุมคุณภาพแบบบูรณาการ 5 ขั้นตอน
ระบบดังกล่าวทำหน้าที่เป็นการควบคุมคุณภาพแบบหลายขั้นตอนที่ประหยัดพื้นที่ โดยรวมการปรับสภาพวัสดุทางกายภาพล่วงหน้า การตรวจสอบสิ่งแปลกปลอม การตรวจสอบน้ำหนัก และการจัดการวัสดุแบบกะทัดรัดเข้าไว้ในกระบวนการเดียวกันที่ประสานงานกันอย่างลงตัว
ขั้นตอนที่ 1: ตัวจำกัดความสูง (การปรับสภาพวัสดุทางกายภาพล่วงหน้า)
หน้าที่: จัดระดับและทำให้วัสดุที่บรรจุในถุงเรียบอย่างแม่นยำด้วยกลไกก่อนที่จะผ่านไปยังเซนเซอร์ดิจิทัลใดๆ
วัตถุประสงค์ด้านวิศวกรรม: ผงที่ไม่ไหล (เช่น ซิลิกา) มักกองตัวไม่สม่ำเสมอตามแนวดิ่งระหว่างกระบวนการบรรจุในแนวตั้ง ทำให้เกิดบริเวณที่สูงและต่ำไม่เท่ากัน ตัวจำกัดความสูงทำหน้าที่ทำให้ถุงเรียบ เพื่อบังคับให้ความหนาของผลิตภัณฑ์มีความสม่ำเสมอ ส่งผลให้ศูนย์กลางมวลของวัสดุมีความมั่นคง และป้องกันการบิดเบือนของภาพหรือบริเวณที่ "จางหาย" ภายในอุโมงค์ตรวจด้วยรังสีเอกซ์
ขั้นตอนที่ 2: การตรวจจับสิ่งแปลกปลอม (ระบบตรวจด้วยรังสีเอกซ์)
หน้าที่: สแกนบรรจุภัณฑ์ที่มีความมั่นคงแล้วโดยใช้รังสีเอกซ์แบบไม่ทำลาย
วัตถุประสงค์ด้านวิศวกรรม: ระบุสิ่งปนเปื้อนทั้งชนิดโลหะและไม่ใช่โลหะ (รวมถึงโลหะแม่เหล็ก ทองแดง อลูมิเนียม เหล็กกล้าไร้สนิม เศษแก้ว หิน เซรามิก และพลาสติกแข็ง) โดยอาศัยความแตกต่างของความหนาแน่นสัมพัทธ์ ระบบแปลงความแปรผันของความหนาแน่นให้เป็นภาพระดับสีเทาที่ชัดเจน เพื่อการวิเคราะห์อัตโนมัติแบบเรียลไทม์
ขั้นตอนที่ 3: การตรวจสอบน้ำหนัก (เครื่องตรวจสอบน้ำหนักแบบต่อเนื่อง)
ฟังก์ชัน: ยืนยันมวลที่แท้จริงของบรรจุภัณฑ์ทันทีหลังจากที่ออกจากอุโมงค์เอกซเรย์ วัตถุประสงค์ด้านวิศวกรรม: ตรวจสอบความเบี่ยงเบนของน้ำหนักเพื่อระบุบรรจุภัณฑ์ที่บรรจุไม่เต็ม บรรจุเกิน หรือมีสินค้าหายไป เนื่องจากผลิตภัณฑ์ถูกบีบแบนในขั้นตอนที่ 1 ทำให้วัสดุภายในไม่เคลื่อนตัว ส่งผลให้ไม่มีการสั่นสะเทือนของมวลบนแผ่นรับน้ำหนัก จึงรับประกันความแม่นยำสูงของการอ่านค่าจากเซลล์รับน้ำหนัก
ขั้นตอนที่ 4: กลไกปฏิเสธแบบโรดเลสปั๊ชเชอร์
ฟังก์ชัน: จุดดำเนินการเดียวที่รวมศูนย์ ซึ่งทำหน้าที่นำผลิตภัณฑ์ที่ไม่เป็นไปตามข้อกำหนดออกจากระบบสายการผลิต
วัตถุประสงค์ด้านวิศวกรรม: แทนที่จะใช้ช่องรับของเสียแยกต่างหากซึ่งสิ้นเปลืองพื้นที่แนวตรงบนพื้นโรงงาน ระบบการติดตั้งนี้เชื่อมต่อสัญญาณทั้งจากเครื่องเอ็กซ์เรย์และเครื่องตรวจสอบน้ำหนักเข้ากับ PLC กลาง หากบรรจุภัณฑ์ชิ้นใดไม่ผ่านการตรวจสอบความบริสุทธิ์หรือไม่เป็นไปตามเกณฑ์น้ำหนัก ตัวดันแบบไม่มีแกน (rodless pusher) จะผลักบรรจุภัณฑ์ชิ้นนั้นออกนอกสายการผลิตไปยังช่องรับของเสีย
ขั้นตอนที่ 5: ส่วนลูกกลิ้งโค้ง 90 องศา (สะพานยก)
หน้าที่: เปลี่ยนทิศทางผลิตภัณฑ์ที่ผ่านเกณฑ์ให้เลี้ยวผ่านมุมฉาก และนำเข้าสู่สายการผลิตขั้นต่อไปอย่างไร้รอยต่อ
วัตถุประสงค์ด้านวิศวกรรม: มีการออกแบบให้มีความลาดเอียงลงอย่างแม่นยำ เพื่อเชื่อมช่องว่างความสูงในแนวดิ่งระหว่างสายการบรรจุภัณฑ์ขั้นต้นกับสายการรับผลิตภัณฑ์ขั้นปลายอย่างราบรื่น ซึ่งช่วยป้องกันไม่ให้ผลิตภัณฑ์พลิกกลับ ฉีกขาด หรือเกิดปัญหาการสะสมหรือติดขัดจากการซ้อนทับกันภายในพื้นที่โรงงานที่จำกัด
ระบบทั้งหมดที่รวมเข้าด้วยกัน


