










































Rozwiązanie inspekcyjne z wykorzystaniem promieniowania rentgenowskiego i ważenia kontrolnego
W zautomatyzowanej końcowej fazie pakowania po linii produkcyjnej przetwarzanie materiałów sypkich o niskiej elastyczności — takich jak amorficzny dwutlenek krzemu (pył krzemionkowy), zmielone żywice plastyczne, cukier rafinowany oraz wysokiej jakości karmy dla zwierząt — wiąże się z charakterystycznymi złożonościami reologicznymi. Ze względu na dużą powierzchnię adsorpcji i niską naturalną zdolność do fluidyzacji te nadmiernie drobne cząstki utrudniają jednolite rozprowadzanie podczas szybkiego pionowego napełniania worków. W rezultacie opakowania opuszczają linię napełniania z niestabilnymi, wewnętrznie ukształtowanymi grzbietami masy, które zwykle wykazują lokalne zagęszczenie oraz nieregularne profile napełnienia. Gdy te nieprzetworzone matryce przechodzą przez kolejne bramki kontroli jakości, zakłócają działanie precyzyjnych urządzeń pomiarowych. Zmienne przekroje poprzeczne produktu generują niestabilne sygnały z wag elektronicznych oraz zniekształcają obrazy radiologiczne. Aby temu zapobiec, zakłady produkcyjne wymagają zintegrowanej architektury mechanicznej i sensorycznej, która stabilizuje stan fizyczny materiału przed pozyskaniem danych.
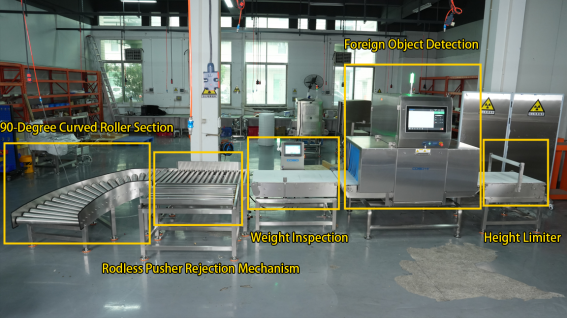
Struktura systemu: Pięciostopniowa zintegrowana linia kontroli jakości
Ten system działa jako oszczędzający przestrzeń, wielostopniowy kontrola jakości. Łączy w sobie fizyczną wstępną kondycjonowanie materiału, inspekcję obcych przedmiotów, kontrolę masy oraz kompaktową obsługę materiałów w jednym zsynchronizowanym procesie.
Etapa 1: Ogranicznik wysokości (fizyczne wstępne kondycjonowanie)
Funkcja: Mechanicznie wyrównuje i spłaszcza materiały pakowane w worki przed ich dotarciem do jakichkolwiek czujników cyfrowych.
Cel inżynierski: Nieprzepływające proszki (np. krzemionka) naturalnie układają się nieregularnie podczas pionowego pakowania w worki, tworząc obszary wyższe i niższe. Ogranicznik wysokości spłaszcza worek, zapewniając jednolitą grubość produktu. Dzięki temu stabilizuje się środek ciężkości materiału i zapobiega się zniekształceniom obrazu lub strefom „rozmytym” w tunelu rentgenowskim.
Etap 2: Wykrywanie obcych przedmiotów (system inspekcji rentgenowskiej)
Funkcja: Skanuje ustabilizowany opakowanie za pomocą nieniszczącego prześwietlenia rentgenowskiego.
Cel inżynieryjny: Identyfikuje zarówno zanieczyszczenia metaliczne, jak i niemetaliczne (w tym metale ferromagnetyczne, miedź, aluminium, stal nierdzewna, odłamki szkła, kamienie, ceramikę oraz twardy plastik) na podstawie różnic gęstości względnej. Przekształca różnice gęstości w wyraźne obrazy w skali szarości do analizy automatycznej w czasie rzeczywistym.
Etat 3: Kontrola masy (liniowy wagomierz)
Funkcja: Weryfikuje dokładną masę opakowania bezpośrednio po jego wyjściu z tunelu rentgenowskiego. Cel inżynieryjny: Sprawdza odchylenia masy w celu identyfikacji opakowań niedowypełnionych, przewypełnionych lub brakujących elementów. Ponieważ produkt został spłaszczony w Etapie 1, materiał wewnątrz nie przesuwa się; eliminuje to oscylacje masy na platformie ważącej i zapewnia bardzo dokładne odczyty z czujników tensometrycznych.
Etap 4: Mechanizm odrzucania za pomocą bezprzegowego tłoczka
Funkcja: Pojedynczy, scentralizowany punkt wykonawczy usuwający produkty niespełniające wymagań z linii.
Cel inżynieryjny: Zamiast stosować osobne pojemniki na odrzut, które zajmują dodatkową przestrzeń liniową, w tym rozwiązaniu sygnały z urządzenia do prześwietlania rentgenowskiego i wag kontrolnych są przekazywane do centralnego sterownika PLC. Jeśli opakowanie nie spełnia wymogów czystości lub progowego zakresu masy, bezprzegubowy mechanizm wypychający usuwa je z linii produkcyjnej do pojemnika zbiorczego.
Etapa 5: 90-stopniowy zakrzywiony odcinek z wałkami (most podwyższeniowy)
Funkcja: Przekierowuje dopuszczone produkty wokół kąta prostego i wprowadza je płynnie do kolejnego etapu linii produkcyjnej.
Cel inżynieryjny: Odcinek wyposażony jest w zaprojektowany nachylony w dół fragment, który gładko kompensuje różnicę wysokości pionowej pomiędzy poprzednim etapem linii pakującej a kolejnymi liniami zbiorczymi. Zapobiega on przewracaniu się produktów, ich uszkadzaniu oraz powstawaniu wąskich gardeł związanych z gromadzeniem się towaru w ograniczonej przestrzeni obiektu.
Cały zestaw połączonych systemów


