










































X線検査および重量検査ソリューション
自動化された最終工程の包装では、非弾性のバルク材料(例:アモルファス二酸化ケイ素(シリカ粉末)、微粉砕プラスチック樹脂、精製糖、高級ペットフードなど)を処理する際に、特有の流変学的複雑性が生じます。これらの超微細粒子は比表面積が大きく吸着性が高いため、また固有の流動化性が低いことから、高速な垂直バッグ充填時に均一な分布が得られません。その結果、充填ラインから排出される包装品には内部質量の不安定な盛り上がりが生じ、局所的な圧縮や不均一な充填プロファイルが典型的に観察されます。このような未調整のマトリクスが下流の品質検査ゲートを通過すると、高精度計測機器の性能が損なわれます。製品断面のばらつきにより、ロードセル信号が不規則に変動し、放射線イメージング画像も歪んでしまいます。これを防ぐため、生産施設では、データ取得前に物理的材料を安定化させる統合型の機械・センサーアーキテクチャが必要となります。
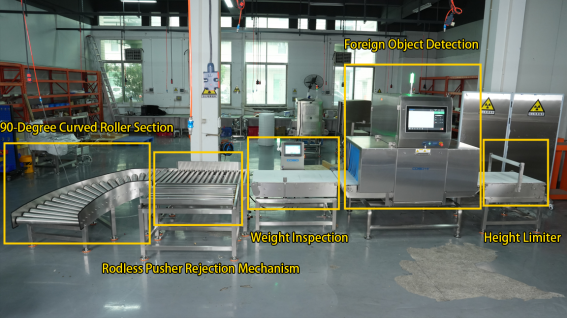
システム構成:5段階統合品質管理ライン
このシステムは、省スペース型の多段階品質管理として機能します。物理的な材料前処理、異物検出、重量検査、およびコンパクトな材料ハンドリングを、単一の同期プロセスに統合しています。
ステージ1:高さ制限装置(物理的前処理)
機能:デジタルセンサーに到達する前に、投入された袋詰め材料を機械的に均平化・平坦化します。
工学的目的:シリカなどの非流動性粉末は、縦方向への袋詰め時に自然と不均一に積み重なり、高低差が生じます。高さ制限装置は袋を平坦化し、製品の厚さを均一に保ちます。これにより、材料の重心が安定し、X線トンネル内での画像歪みや「色抜け」領域を防止します。
ステージ2: 異物検出(X線検査システム)
機能:安定化された包装を、非破壊のX線透過方式でスキャンします。
工学的目的:相対密度の差異に基づき、金属および非金属の異物(鉄系金属、銅、アルミニウム、ステンレス鋼、ガラス片、石、セラミックス、硬質プラスチックなど)を検出します。密度の変化を明瞭なグレースケール画像に変換し、リアルタイムでの自動分析を可能にします。
第3段階: 重量検査(ライン内チェックウェイア)
機能:X線トンネルを通過直後のパッケージの正確な質量を検証します。工学的目的:充填不足、過充填、または部品欠落などの重量偏差を検出し、不適合品を特定します。第1工程で製品が平坦化されているため、内部の内容物が移動せず、荷重センサーの上での質量振動が生じず、極めて高精度な測定が実現されます。
第4工程:ロッドレスプッシャーによる排除機構
機能:不適合品をラインから除去するための単一かつ中央集約型の実行ポイントです。
エンジニアリング目的:線形の床面積を無駄にする個別の不良品収容ボックスを使用する代わりに、この構成ではX線検査機および検重機の信号ストリームを中央PLCに統合しています。包装物が純度検査または重量基準のいずれかを満たさない場合、ロッドレスプッシャーが該当包装物を生産ラインから押し出し、収容ボックスへと導きます。
ステージ5:90度カーブローラー区間(高さ調整ブリッジ)
機能:合格品を直角コーナーで方向転換し、下流の生産ラインへシームレスに送り込みます。
エンジニアリング目的:上流の包装ラインと下流の収容ラインとの間に生じる垂直方向の高さ差を滑らかに橋渡しするために、設計された下降勾配を備えています。これにより、限られた施設敷地面積内において製品の転倒、破損、あるいは積み重なりによるボトルネックを防止します。
全体統合システム


