










































Solution d’inspection aux rayons X et de contrôle du poids
Dans l’emballage automatisé en fin de ligne, le traitement de matériaux en vrac inélastiques — tels que la dioxyde de silicium amorphe (poudre de silice), les résines plastiques micronisées, les sucres raffinés et les aliments premium pour animaux de compagnie — introduit des complexités rhéologiques spécifiques. En raison de leur forte adsorption à la surface et de leur faible capacité intrinsèque à s’fluidiser, ces particules ultrafines résistent à une distribution uniforme lors du remplissage vertical rapide des sacs. Les emballages résultants quittent les lignes de remplissage avec des amas internes instables, présentant généralement une consolidation localisée et des profils de remplissage irréguliers. Lorsque ces matrices non conditionnées traversent les portes de contrôle qualité en aval, elles compromettent le fonctionnement des instruments de précision. Des sections transversales variables du produit génèrent des signaux erratiques des cellules de charge et déforment les images radiologiques. Pour y remédier, les installations de production nécessitent une architecture intégrée, à la fois mécanique et sensorielle, qui stabilise le matériau physique avant l’acquisition des données.
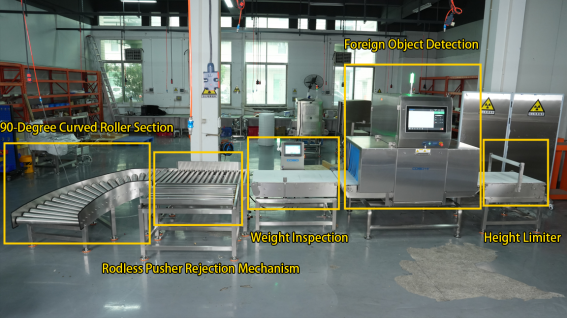
Structure du système : Ligne intégrée de contrôle qualité en cinq étapes
Ce système fonctionne comme un contrôle qualité à plusieurs étapes, conçu pour économiser de l'espace. Il intègre le préconditionnement physique des matériaux, l'inspection à la recherche d'objets étrangers, le contrôle du poids et la manutention compacte des matériaux au sein d'un seul processus synchronisé.
Étape 1 : Limiteur de hauteur (préconditionnement physique)
Fonction : Nivele et aplatit mécaniquement les matériaux conditionnés en sacs avant qu’ils n’atteignent les capteurs numériques.
Objectif technique : Les poudres non fluides (comme la silice) s’accumulent naturellement de façon inégale lors du conditionnement vertical en sacs, créant des zones hautes et basses. Le limiteur de hauteur aplatit le sac afin d’assurer une épaisseur uniforme du produit. Cela stabilise le centre de gravité du matériau et empêche toute déformation d’image ou des zones « lavées » à l’intérieur du tunnel radiographique.
Étape 2 : Détection d’objets étrangers (système d’inspection par rayons X)
Fonction : Analyse l’emballage stabilisé à l’aide d’une pénétration radiographique non destructive.
Objectif technique : Identifie les contaminants métalliques et non métalliques (y compris les métaux ferreux, le cuivre, l’aluminium, l’acier inoxydable, les éclats de verre, les pierres, la céramique et les plastiques rigides) en se fondant sur les différences de densité relatives. Il convertit les variations de densité en images en niveaux de gris claires pour une analyse automatisée en temps réel.
Étape 3 : Inspection du poids (contrôle-poids en ligne)
Fonction : Valide la masse exacte du colis immédiatement après sa sortie du tunnel radiographique. Objectif technique : Détecte les écarts de poids afin d’identifier les colis sous-remplis, sur-remplis ou contenant des éléments manquants. Comme le produit a été aplatissi à l’étape 1, le matériau à l’intérieur ne se déplace pas ; cela élimine les oscillations de masse sur le pont de pesée et garantit des mesures extrêmement précises des capteurs de charge.
Étape 4 : Mécanisme de rejet par poussoir sans tige
Fonction : Point d’exécution unique et centralisé permettant d’éliminer les produits non conformes de la chaîne.
Objectif technique : Au lieu d'utiliser des bacs de rejet séparés qui gaspillent de l'espace au sol linéaire, cette configuration relie les flux de signaux des systèmes de radiographie (X-ray) et de contrôle du poids (checkweigher) à un automate programmable central (PLC). Si un colis échoue soit au test de pureté, soit au seuil de poids, le poussoir sans tige l'écarte du flux de production vers le bac de collecte.
Étape 5 : Section courbe à rouleaux de 90 degrés (pont surélevé)
Fonction : Redirige les produits conformes autour d'un angle droit et les achemine sans heurt vers la ligne de production en aval.
Objectif technique : Présente une pente descendante calculée pour combler en douceur la différence de hauteur verticale entre la ligne d'emballage en amont et les lignes de collecte en aval. Elle évite le basculement, le déchirement ou les goulots d'étranglement dus à l'empilement des produits, même dans des espaces industriels restreints.
L'ensemble des systèmes combinés


