










































Solución de inspección por rayos X y control de peso
En el empaque automatizado al final de la línea, el procesamiento de materiales a granel inelásticos —como dióxido de silicio amorfo (polvo de sílice), resinas plásticas micronizadas, azúcares refinados y alimentos premium para mascotas— introduce complejidades reológicas particulares. Debido a la alta adsorción en el área superficial y a la baja capacidad intrínseca de fluidización, estas partículas ultrafinas resisten una distribución uniforme durante el llenado vertical rápido de bolsas. Como resultado, los paquetes salen de las líneas de llenado con montículos internos de masa inestables, que suelen presentar compactación localizada y perfiles de llenado irregulares. Cuando estas matrices no acondicionadas pasan por las puertas de control de calidad posteriores, comprometen los instrumentos de precisión: las secciones transversales variables del producto generan señales erráticas en las celdas de carga y distorsionan las imágenes radiológicas. Para contrarrestar esto, las instalaciones de producción requieren una arquitectura integrada mecánica y sensorial que estabilice el material físico antes de la adquisición de datos.
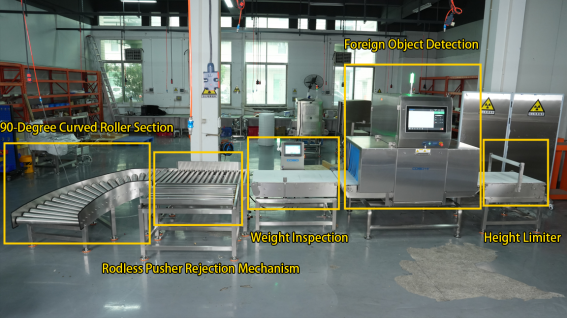
Estructura del sistema: Línea integrada de control de calidad de cinco etapas
Este sistema funciona como un control de calidad en varias etapas que ahorra espacio. Combina el acondicionamiento físico previo de los materiales, la inspección de objetos extraños, la inspección de peso y la manipulación compacta de materiales en un único proceso sincronizado.
Etapa 1: Limitador de altura (acondicionamiento físico previo)
Función: Nivela y aplana mecánicamente los materiales envasados que entran, antes de que lleguen a cualquier sensor digital.
Finalidad ingenieril: Los polvos no fluidos (como la sílice) se acumulan naturalmente de forma irregular durante el envasado vertical, creando zonas altas y bajas. El limitador de altura aplana la bolsa para garantizar un espesor uniforme del producto. Esto estabiliza el centro de gravedad del material y evita la distorsión de la imagen o las zonas «lavadas» dentro del túnel de rayos X.
Etapa 2: Detección de objetos extraños (sistema de inspección por rayos X)
Función: Escanea el paquete estabilizado mediante penetración no destructiva con rayos X.
Finalidad técnica: Identifica tanto contaminantes metálicos como no metálicos (incluidos metales ferrosos, cobre, aluminio, acero inoxidable, fragmentos de vidrio, piedras, cerámicas y plástico rígido) basándose en diferencias relativas de densidad. Convierte las variaciones de densidad en imágenes en escala de grises nítidas para su análisis automatizado en tiempo real.
Etapa 3: Inspección de peso (pesadora en línea)
Función: Valida la masa exacta del paquete inmediatamente después de que sale del túnel de rayos X. Finalidad técnica: Detecta desviaciones de peso para identificar paquetes con contenido insuficiente, paquetes sobrecargados o artículos faltantes. Dado que el producto fue aplanado en la Etapa 1, el material interno no se desplaza; esto elimina las oscilaciones de masa sobre la plataforma de pesaje y garantiza lecturas altamente precisas del sensor de carga.
Etapa 4: Mecanismo de rechazo con empujador sin vástago
Función: Un único punto centralizado de ejecución que retira los productos no conformes de la línea.
Finalidad de ingeniería: En lugar de utilizar contenedores de rechazo independientes que desperdician espacio lineal en el suelo, esta configuración conecta ambos flujos de señal —el de rayos X y el del controlador de peso— a una PLC central. Si un paquete no supera la verificación de pureza o el umbral de peso, el impulsor sin vástago lo desvía fuera de la corriente de producción hacia el contenedor de recogida.
Etapa 5: Sección curva de rodillos de 90 grados (puente de elevación)
Función: Redirige los productos aprobados alrededor de una esquina de ángulo recto e ingresa a la línea de producción aguas abajo de forma continua.
Finalidad de ingeniería: Cuenta con una pendiente descendente diseñada específicamente para salvar suavemente la diferencia de altura vertical entre la línea de empaque aguas arriba y las líneas de recogida aguas abajo. Evita que los productos se vuelquen, se rompan o generen cuellos de botella por acumulación dentro de superficies de planta limitadas.
Todos los sistemas combinados


