










































Решение за рентгенова инспекция и контролно теглене
При автоматизираното опакетиране в края на производствената линия обработката на нееластични масови материали — като аморфен диоксид на кремния (силика прах), микронизирани пластмасови смоли, рафинирани захари и премиум храни за домашни любимци — поражда специфични реоложни сложности. Поради високата адсорбция по повърхността и ниската вродена флуидизация тези ултрафини частици се противопоставят на равномерното разпределение по време на бързо вертикално пакетиране в торби. В резултат получените опаковки напускат пълнителните линии с нестабилни вътрешни масови насипи, които обикновено показват локализирана компресия и неравномерни профили на пълнене. Когато тези немодифицирани матрици преминават през контролни точки в по-нататъшната част на производствения процес, те компрометират прецизните измервателни инструменти. Променливите напречни сечения на продукта генерират непостоянни сигнали от товарни клетки и изкривяват радиологичните изображения. За да се противодейства на това, производствените предприятия изискват интегрирана механична и сензорна архитектура, която стабилизира физическия материал преди събирането на данните.
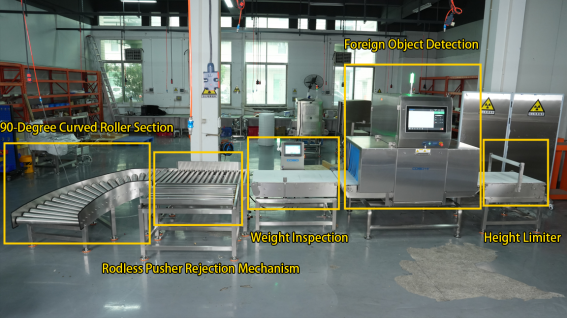
Структура на системата: Пететапната интегрирана линия за контрол на качеството
Тази система функционира като икономисваща пространството, многостепенна система за контрол на качеството. Тя обединява физическо предварително кондициониране на материала, инспекция за чужди тела, контрол на теглото и компактно обращение с материала в един синхронизиран процес.
Стъпка 1: Ограничител на височината (физическо предварително кондициониране)
Функция: Механично изравнява и изглажда постъпващите материали в торби, преди да достигнат каквито и да било цифрови сензори.
Инженерна цел: Нефлуидни прахове (като например кремнезем) естествено се натрупват неравномерно при вертикалното пакетиране в торби, което води до образуване на високи и ниски участъци. Ограничителят на височината изравнява торбата, за да се осигури еднородна дебелина на продукта. Това стабилизира центъра на тежестта на материала и предотвратява изкривяване на изображението или зони с „измито“ качество в рентгеновия тунел.
Етап 2: Засичане на чужди тела (рентгенова инспекционна система)
Функция: Сканира стабилизираната опаковка чрез неразрушително рентгеново проникване.
Инженерна цел: Идентифицира как метални, така и неметални замърсители (включително феромагнитни метали, мед, алуминий, неръждаема стомана, стъклени парчета, камъни, керамика и твърди пластмаси) въз основа на разликите в относителната плътност. Преобразува вариациите в плътността в ясни сиви изображения за автоматизиран анализ в реално време.
Етап 3: Контрол на теглото (вграден контролен везни)
Функция: Потвърждава точната маса на опаковката незабавно след излизането ѝ от рентгеновия тунел. Инженерна цел: Проверява отклоненията в теглото, за да се идентифицират недовърхени опаковки, прекалено пълни опаковки или липсващи артикули. Тъй като продуктът е сплеснат на Етап 1, материала вътре не се премества; това елиминира колебания на масата по везната и осигурява изключително точни показания от товарните клетки.
Етап 4: Отхвърляне чрез безстержнев тласкател
Функция: Единствена централизирана точка за изпълнение, която премахва неконформните продукти от производствената линия.
Инженерна цел: Вместо отделни боксове за отхвърляне, които губят линейно пространство на пода, тази конфигурация свързва сигналните потоци както на рентгеновата инсталация, така и на контролното тегло към централен ПЛК. Ако опаковката не изпълни изискванията за чистота или не съответства на тегловния праг, безстержневият тласкател я извежда от производствения поток в събирачния бокс.
Етап 5: 90-градусова извита ролкова секция (височинен мост)
Функция: Преориентира одобрените продукти около ъгъл от 90 градуса и ги вкарва безпроблемно в по-нататъшната производствена линия.
Инженерна цел: Предлага проектиран наклон надолу, за да се компенсира гладко вертикалната разлика във височината между предходната опаковъчна линия и последващите събирачни линии. Това предотвратява преобръщането, разкъсването или задръстванията от натрупване на продукти в рамките на ограничено производствено пространство.
Цялата комбинирана система


