










































Рентгенска инспекција и решење за контролну тегу
У аутоматизованом паковању на крају линије, обрада нееластичних букматеријалакао што су аморфни силицијум диоксид (силика прах), микронизоване пластичне смоле, рафинирани шећери и премијерна храна за кућне љубимцеуводи Због високе адсорпције површине и ниске унутрашње флуидизације, ове ултрафине честице се одупирају равномерној дистрибуцији током брзог вертикалног паковања. Добијени пакети излазе из линије напуњавања са нестабилним унутрашњим масовним групицама, обично показујући локализовану компакцију и неравномерне профиле напуњавања. Када ове неуслођене матрице прођу кроз качество ка касно, они угрожавају прецизне инструменте. Променљиви поперечни пресеци производа генеришу неисправне сигнале ћелија оптерећења и искривљују радиолошке слике. Да би се супротставили томе, производне инсталације захтевају интегрисану механичку и сензорну архитектуру која стабилизује физички материјал пре стицања података.
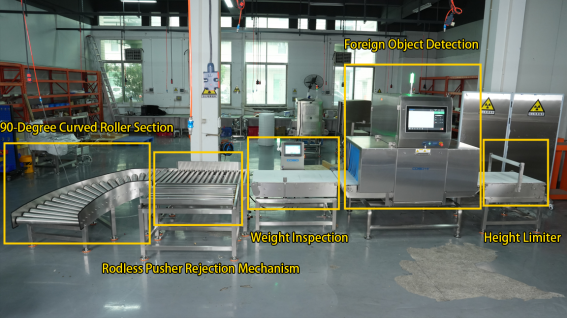
Структура система: Интегрисана линија контроле квалитета у пет фаза
Овај систем функционише као штедна, вишестепени контролу квалитета. Комбинује физичко предупремење материјала, инспекцију страних предмета, инспекцију тежине и обраду компактног материјала у један синхронизовани процес.
Фаза 1: Ограничавач висине (физичко предуслов)
Функција: Механички изравњује и равнава улазне унесене материјале пре него што дођу до било ког дигиталног сензора.
Инжењерска сврха: Непролазни прашићи (као што је силица) природно се неравномерно спајају током вертикалног уноса, стварајући високе и ниске тачке. Ограничивач висине равнава врећу како би се увела једнака дебљина производа. То стабилизује центар гравитације материјала и спречава искривљење слике или "избачене" зоне унутар рентгенског тунела.
Фаза 2: Уколико је потребно, може се користити и за решење проблема.
Функција: Сканра стабилизовану паковање користећи неразрушујуће рентгенске проникнутости.
Инжењерска сврха: Идентификује и металне и неметалне контаминате (укључујући гвожђе, бакар, алуминијум, нерђајући челик, стаклене оштрице, камење, керамику и тврду пластику) на основу релативних диференцијала густине. Преобраћа варијације густине у очигледне слике у сивом размаку за аутоматску анализу у реалном времену.
Трећа фаза: Инспекција тежине (инлине контролна вежа)
Функција: потврђује тачну масу пакета одмах након што изађе из рентгенског тунела. Инжењерска сврха: Проверке одступања од тежине како би се идентификовале недовољно напуњене пакотине, препуне пакотине или недостајуће ствари. Пошто је производ растиран у фази 1, материјал унутра се не помера; ово елиминише осцилације масе преко тежег моста и осигурава веома тачна читања ћелија оптерећења.
Фаза 4: Механизам одбацивања без штапљача
Функција: Једина централизована точка извршења која уклања несагласне производе са линије.
Инжењерска сврха: Уместо да се користе одвојене кутије за отпад које троше линеарни простор на поду, ова конфигурација повезује и рентгенске и контролне струје сигнала са централним ПЛЦ-ом. Ако паковање не прође проверу чистоће или праг тежине, безстручни гусач га избацује из производње у кутију за прикупљање.
Степ 5: 90-градусни закривљени ролични секција (издигнути мост)
Функција: Преусмерава квалификоване производе око правоугалног угла и улази у доње производне линије без проблема.
Инжењерска сврха: има инжењерски дизајниран нагиб доле како би се глатко премостио вертикални неисправан висина између горе по поток опаковања и доле поток колекције линије. Пречека да производ пада, раскида или спаја углића у затвореном простору.
Цели комбиновани системи


