










































Soluție de inspecție cu raze X și cântărire
În ambalarea automatizată de la capătul liniei, procesarea materialelor în masă inelastice—cum ar fi dioxidul de siliciu amorf (pudră de silică), rășinile plastice micronizate, zaharurile rafinate și hrana premium pentru animalele de companie—introduce complexități reologice specifice. Datorită adsorbției ridicate pe suprafața specifică și a fluidizării intrinseci scăzute, aceste particule ultrafine rezistă distribuirii uniforme în timpul umplerii rapide în saci verticali. Pachetele rezultate părăsesc liniile de umplere cu muniții interne instabile de masă, prezentând în mod tipic compactare localizată și profiluri neuniforme de umplere. Când aceste matrici necorectate trec prin porțile de calitate din aval, ele compromit instrumentele de precizie. Secțiunile transversale variabile ale produsului generează semnale neregulate ale celulelor de sarcină și distorsionează imaginile radiologice. Pentru a contracara acest fenomen, instalațiile de producție necesită o arhitectură integrată mecanică și senzorială care să stabilizeze materialul fizic înainte de achiziția datelor.
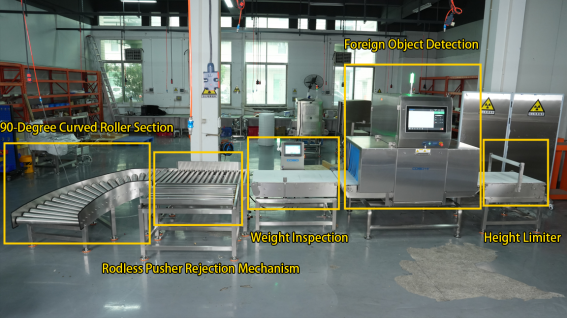
Structura sistemului: Linia integrată de control al calității în cinci etape
Acest sistem funcționează ca un control de calitate în mai multe etape, care economisește spațiu. El combină precondiționarea fizică a materialelor, inspecția pentru obiecte străine, inspecția ponderală și manipularea compactă a materialelor într-un singur proces sincronizat.
Etapa 1: Limitatorul de înălțime (precondiționare fizică)
Funcție: Nivelare și netezire mecanică a materialelor ambalate în saci, înainte ca acestea să ajungă la orice senzori digitali.
Scopul ingineresc: Pulberile care nu curg (de exemplu, silica) se acumulează în mod natural în mod neuniform în timpul ambalării verticale, formând zone înalte și joase. Limitatorul de înălțime netezește sacul pentru a asigura o grosime uniformă a produsului. Aceasta stabilizează centrul de greutate al materialului și previne distorsionarea imaginii sau apariția zonelor „supraexpuse” în interiorul tunelului de radiografie.
Etapa 2: Detectarea obiectelor străine (sistem de inspecție cu raze X)
Funcție: Scanează ambalajul stabilizat folosind penetrarea nedistructivă cu raze X.
Scopul ingineresc: Identifică atât contaminanții metalici, cât și cei nemetalici (inclusiv metale ferioase, cupru, aluminiu, oțel inoxidabil, fragmente de sticlă, pietre, ceramici și plastic dur) pe baza diferențialelor relative de densitate. Transformă variațiile de densitate în imagini clar definite în nuanțe de gri pentru analiză automată în timp real.
Etapa 3: Verificarea greutății (Cântar inline)
Funcție: Validează masa exactă a ambalajului imediat după ce acesta părăsește tunelul de radiografie. Scopul ingineresc: Verifică abaterile de greutate pentru a identifica ambalajele subumplute, supraroundite sau cele care conțin elemente lipsă. Deoarece produsul a fost aplatizat în Etapa 1, materialul din interior nu se deplasează; această situație elimină oscilațiile de masă pe traversa de cântărire și asigură citiri extrem de precise ale celulelor de sarcină.
Etapa 4: Mecanism de respingere cu împingător fără tijă
Funcție: Un singur punct centralizat de execuție care elimină produsele neconforme din linie.
Scopul ingineresc: În locul utilizării unor containere separate de respingere, care irosesc spațiu liniar pe podea, această configurație leagă ambele fluxuri de semnal — cel al sistemului de radiografie și cel al cântăririi — la un PLC central. Dacă un pachet nu îndeplinește fie cerința de puritate, fie pragul de greutate, împingătorul fără tijă îl scoate din fluxul de producție în containerul de colectare.
Etapa 5: Secțiune curbată cu role la 90 de grade (Pod de înălțime)
Funcție: Redirecționează produsele calificate în jurul unui colț în unghi drept și le introduce fără întreruperi în linia de producție ulterioară.
Scopul ingineresc: Include o pantă înclinată în jos, proiectată special pentru a acoperi în mod uniform diferența de înălțime verticală dintre linia amonte de ambalare și liniile aval de colectare. Aceasta previne răsturnarea, deteriorarea sau apariția gâtuirilor prin stivuire ale produselor în spații limitate ale instalației.
Întregul sistem combinat


