










































Röntginspectie- en controlewegoplossing
Bij geautomatiseerde eindverpakking aan de productielijn introduceert de verwerking van niet-elastische bulkmaterialen—zoals amorfe siliciumdioxide (kweeksilica), gemicroniseerde kunststofharsen, geraffineerde suikers en premiumdierenvoeding—specifieke rheologische complexiteiten. Door adsorptie op grote oppervlakten en lage intrinsieke fluidisatie zijn deze ultrafijne deeltjes moeilijk uniform te verdelen tijdens snelle verticale zakverpakking. De resulterende verpakkingen verlaten de vullijnen met instabiele interne massaheuvels, meestal met lokale verdichting en ongelijke vulprofielen. Wanneer deze niet-geconditioneerde matrices door downstream-kwaliteitspoorten gaan, compromitteren ze precisie-instrumenten. Variabele productdoorsneden genereren wisselende signaalwaarden van de weegcel en vervormen radiologische beeldvorming. Om dit tegen te gaan, vereisen productiefaciliteiten een geïntegreerde mechanische en sensorische architectuur die het fysieke materiaal stabiliseert vóór gegevensacquisitie.
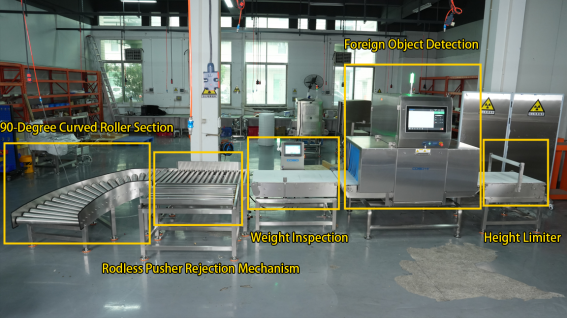
Systeemstructuur: De vijftraps geïntegreerde kwaliteitscontrolelijn
Dit systeem functioneert als een ruimtebesparende, meertraps kwaliteitscontrole. Het combineert fysieke materiaalvoorconditionering, inspectie op vreemde voorwerpen, gewichtsinspectie en compacte materiaalhantering in één gesynchroniseerd proces.
Trap 1: De hoogtebegrenzer (fysieke voorconditionering)
Functie: Vlakt en egaliseert mechanisch de binnenkomende zakken met materiaal voordat deze bij digitale sensoren aankomen.
Technisch doel: Niet-vloeibare poeders (zoals siliciumdioxide) stapelen zich van nature ongelijkmatig op tijdens verticale verpakking in zakken, waardoor hoge en lage plekken ontstaan. De hoogtebegrenzer vlakt de zak af om een uniforme productdikte af te dwingen. Dit stabiliseert het zwaartepunt van het materiaal en voorkomt beeldvervorming of 'uitgewassen' gebieden binnen de röntgentunnel.
Fase 2: Detectie van vreemde voorwerpen (röntginspectiesysteem)
Functie: Scant het gestabiliseerde pakket met behulp van niet-destructieve röntgenstraling.
Technisch doel: Identificeert zowel metalen als niet-metalen verontreinigingen (waaronder ferro-metallen, koper, aluminium, roestvrij staal, glasbrokken, stenen, keramiek en harde kunststof) op basis van verschillen in soortelijke dichtheid. Het zet dichtheidsverschillen om in duidelijke grijswaardenbeelden voor real-time geautomatiseerde analyse.
Trap 3: Gewichtsinspectie (inline weeginstallatie)
Functie: Valideert de exacte massa van het pakket onmiddellijk nadat het de röntgentunnel heeft verlaten. Technisch doel: Controleert afwijkingen in gewicht om ondergevulde pakketten, overgevulde pakketten of ontbrekende items te identificeren. Aangezien het product in fase 1 is gevlakt, verschuift het materiaal binnenin niet; dit elimineert massaoscillaties over de weegbrug en waarborgt zeer nauwkeurige meetwaarden van de loadcell.
Fase 4: Rodloze duwafvoermechanisme
Functie: Een enkel, gecentraliseerd uitvoerpunt dat niet-conforme producten van de lopende band verwijdert.
Technisch doel: In plaats van afzonderlijke afkeurbakken die lineaire vloerruimte verspillen, verbindt deze opstelling zowel de röntgen- als de controleweegsignaalstromen met een centrale PLC. Als een pakket niet voldoet aan de zuiverheidscontrole of de gewichtsdrempel, verwijdert de rodeloze duwer het uit de productiestroom en brengt het naar de verzamelbak.
Fase 5: 90-graden gebogen rolsectie (hoogtebrug)
Functie: Richt goedgekeurde producten rond een rechte hoek om en voert ze naadloos in op de downstream-productielijn.
Technisch doel: Voorzien van een technisch ontworpen aflopende helling om het verticale hoogteverschil soepel te overbruggen tussen de upstream-verpakkingslijn en de downstream-verzamellijnen. Hierdoor wordt voorkomen dat producten kantelen, scheuren of ophopen in beperkte ruimtes binnen de installatie.
Het gehele gecombineerde systeem


