










































Soluzione di ispezione a raggi X e controllo del peso
Nel confezionamento automatizzato alla fine della linea, la lavorazione di materiali sfusi anelastici—come biossido di silicio amorfo (polvere di silice), resine plastiche micronizzate, zuccheri raffinati e alimenti premium per animali domestici—introduce complessità reologiche specifiche. A causa dell’elevata adsorbimento sulla superficie e della bassa fluidificabilità intrinseca, queste particelle ultrafini resistono a una distribuzione uniforme durante il riempimento verticale ad alta velocità. Di conseguenza, i prodotti confezionati escono dalle linee di riempimento con cumuli interni di massa instabili, che presentano tipicamente compattazione localizzata e profili di riempimento irregolari. Quando queste matrici non condizionate passano attraverso i punti di controllo qualità a valle, compromettono gli strumenti di misura di precisione: sezioni trasversali variabili del prodotto generano segnali irregolari delle celle di carico e alterano le immagini radiologiche. Per contrastare questo fenomeno, gli impianti produttivi richiedono un’architettura integrata meccanica e sensoriale in grado di stabilizzare fisicamente il materiale prima dell’acquisizione dati.
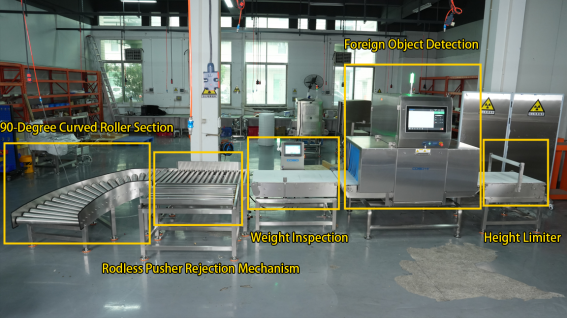
Struttura del sistema: linea integrata di controllo qualità a cinque stadi
Questo sistema funziona come un controllo qualità multistadio che risparmia spazio. Combina il precondizionamento fisico dei materiali, l’ispezione per la rilevazione di corpi estranei, il controllo del peso e la movimentazione compatta dei materiali in un unico processo sincronizzato.
Fase 1: Limitatore di Altezza (Precondizionamento Fisico)
Funzione: Livella e appiattisce meccanicamente i materiali confezionati in sacchi prima che raggiungano qualsiasi sensore digitale.
Scopo ingegneristico: Le polveri non fluide (come la silice) si accumulano naturalmente in modo irregolare durante l’insaccamento verticale, creando zone più alte e più basse. Il limitatore di altezza appiattisce il sacco per garantire uno spessore uniforme del prodotto. Ciò stabilizza il baricentro del materiale ed evita distorsioni dell’immagine o zone "sbiadite" all’interno del tunnel a raggi X.
Fase 2: Rilevamento di Corpi Estranei (Sistema di Ispezione a Raggi X)
Funzione: Analizza il pacchetto stabilizzato mediante penetrazione a raggi X non distruttiva.
Scopo ingegneristico: identifica sia contaminanti metallici che non metallici (inclusi metalli ferrosi, rame, alluminio, acciaio inossidabile, schegge di vetro, pietre, ceramiche e plastica rigida) sulla base delle differenze relative di densità. Converte le variazioni di densità in immagini in scala di grigi chiare per un’analisi automatizzata in tempo reale.
Stadio 3: Ispezione del peso (bilancia a controllo in linea)
Funzione: verifica con precisione la massa esatta del pacchetto immediatamente dopo l’uscita dal tunnel a raggi X. Scopo ingegneristico: rileva le deviazioni di peso per identificare pacchetti sottopieni, sovrappieni o privi di articoli. Poiché il prodotto è stato appiattito nella Fase 1, il materiale al suo interno non si sposta; ciò elimina le oscillazioni di massa sul ponte di pesatura e garantisce letture estremamente accurate dei sensori di carico.
Fase 4: meccanismo di rifiuto con spingitore senza asta
Funzione: un singolo punto di esecuzione centralizzato che rimuove dalla linea i prodotti non conformi.
Scopo ingegneristico: invece di utilizzare appositi contenitori per i prodotti scartati, che occupano spazio lineare sul pavimento, questa configurazione collega entrambi i flussi di segnale dell'apparecchiatura a raggi X e del controllo del peso a un PLC centrale. Se un pacchetto non supera il controllo di purezza o la soglia di peso, il dispositivo di spinta senza asta lo allontana dal flusso produttivo indirizzandolo verso il contenitore di raccolta.
Fase 5: Sezione curva a rulli con angolo di 90 gradi (ponte di sollevamento)
Funzione: Reindirizza i prodotti conformi attorno a un angolo retto ed entra nella linea produttiva a valle in modo continuo e senza interruzioni.
Scopo ingegneristico: Prevede una pendenza verso il basso progettata per superare agevolmente la differenza di altezza verticale tra la linea di imballaggio a monte e le linee di raccolta a valle. Ciò evita il ribaltamento, lo strappo o l'accumulo dei prodotti, prevenendo colli di bottiglia all'interno di spazi di installazione limitati.
L'intero sistema combinato


