










































एक्स-रे निरीक्षण और चेकवेजिंग समाधान
स्वचालित अंत-ऑफ-लाइन पैकेजिंग में, अप्रत्यास्थ बल्क सामग्री—जैसे अक्रिस्टलीय सिलिकॉन डाइऑक्साइड (सिलिका पाउडर), माइक्रोनाइज़्ड प्लास्टिक रेजिन, शुद्ध चीनी और प्रीमियम पालतू भोजन—की प्रक्रिया करने में विशिष्ट रियोलॉजिकल जटिलताएँ उत्पन्न होती हैं। उच्च सतह क्षेत्र अधशोषण और निम्न आंतरिक द्रवीकरण के कारण, ये अति सूक्ष्म कण तीव्र ऊर्ध्वाधर बैगिंग के दौरान एकसमान वितरण का विरोध करते हैं। परिणामस्वरूप, भरे हुए पैकेज भरण लाइनों से अस्थिर आंतरिक द्रव्य कट्टरों के साथ निकलते हैं, जिनमें आमतौर पर स्थानीय संकुचन और असमान भरण प्रोफाइल दिखाई देते हैं। जब ये अनुशासित नहीं किए गए आधार प्रणाली नीचे की ओर गुणवत्ता गेट्स से गुजरती हैं, तो वे परिशुद्ध उपकरणों की सटीकता को समाप्त कर देती हैं। उत्पाद के परिवर्तनशील अनुप्रस्थ काट अनियमित लोड सेल संकेत उत्पन्न करते हैं और रेडियोलॉजिकल छवियों को विकृत करते हैं। इसका प्रतिकार करने के लिए, उत्पादन सुविधाओं को एक एकीकृत यांत्रिक और संवेदी वास्तुकला की आवश्यकता होती है जो डेटा अधिग्रहण से पहले भौतिक सामग्री को स्थिर करती है।
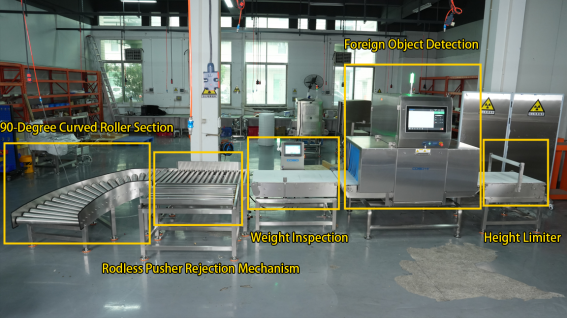
प्रणाली संरचना: पाँच-चरणीय एकीकृत गुणवत्ता नियंत्रण लाइन
यह प्रणाली एक स्थान-बचत वाली, बहु-चरणीय गुणवत्ता नियंत्रण प्रणाली के रूप में कार्य करती है। यह भौतिक सामग्री की पूर्व-स्थिति समायोजन, विदेशी वस्तुओं का निरीक्षण, भार निरीक्षण और संक्षिप्त सामग्री हैंडलिंग को एकल समन्वित प्रक्रिया में सम्मिलित करती है।
चरण 1: ऊँचाई सीमक (भौतिक पूर्व-स्थिति समायोजन)
कार्य: आने वाली बैग की गई सामग्री को किसी भी डिजिटल सेंसर तक पहुँचने से पहले यांत्रिक रूप से समतल और चपटा करना।
इंजीनियरिंग उद्देश्य: अप्रवाही पाउडर (जैसे सिलिका) ऊर्ध्वाधर बैगिंग के दौरान प्राकृतिक रूप से असमान रूप से जमा हो जाते हैं, जिससे ऊँचे और निचले स्थान बन जाते हैं। ऊँचाई सीमक बैग को चपटा करके एक समान उत्पाद मोटाई को लागू करता है। इससे सामग्री के गुरुत्व केंद्र को स्थिर किया जाता है और एक्स-रे सुरंग के अंदर छवि विकृति या "धुले हुए" क्षेत्रों को रोका जाता है।
चरण 2: विदेशी वस्तु का पता लगाना (एक्स-रे निरीक्षण प्रणाली)
कार्य: स्थिर किए गए पैकेज का गैर-विनाशकारी एक्स-रे प्रवेशन का उपयोग करके स्कैन करना।
इंजीनियरिंग उद्देश्य: सापेक्ष घनत्व में अंतर के आधार पर धातु और अधातु दोनों प्रकार के दूषकों (जिनमें लौह धातुएँ, ताँबा, एल्युमीनियम, स्टेनलेस स्टील, काँच के टुकड़े, पत्थर, सिरेमिक और कठोर प्लास्टिक शामिल हैं) की पहचान करता है। यह घनत्व में परिवर्तनों को वास्तविक समय में स्वचालित विश्लेषण के लिए स्पष्ट शेड्स ऑफ ग्रे छवियों में परिवर्तित करता है।
चरण 3: भार निरीक्षण (ऑनलाइन चेकवेटर)
कार्य: एक्स-रे टनल से बाहर निकलने के तुरंत बाद पैकेज के सटीक द्रव्यमान की पुष्टि करता है। इंजीनियरिंग उद्देश्य: भार में विचलनों की जाँच करके कम भरे हुए पैकेज, अधिक भरे हुए पैकेज या लुप्त वस्तुओं की पहचान करना। चूँकि चरण 1 में उत्पाद को चपटा कर दिया गया था, अतः इसके अंदर की सामग्री स्थानांतरित नहीं होती; इससे वजन मापने के पुल पर द्रव्यमान के दोलन दूर हो जाते हैं और लोड सेल के पठन अत्यधिक सटीक हो जाते हैं।
चरण 4: रॉडलेस पुशर अस्वीकृति तंत्र
कार्य: एकल, केंद्रीकृत कार्यान्वयन बिंदु जो लाइन से अनुपयुक्त उत्पादों को हटा देता है।
इंजीनियरिंग उद्देश्य: रैखिक फर्श के क्षेत्र को बर्बाद करने वाले अलग-अलग अस्वीकृति बिनों के बजाय, इस व्यवस्था में एक्स-रे और चेकवेटर के सिग्नल स्ट्रीम दोनों को एक केंद्रीय पीएलसी (PLC) से जोड़ा गया है। यदि कोई पैकेज शुद्धता जाँच या भार सीमा में से किसी एक में भी असफल हो जाता है, तो रॉडलेस पुशर उसे उत्पादन प्रवाह से हटाकर संग्रह बिन में निकाल देता है।
चरण 5: 90-डिग्री वक्र रोलर खंड (ऊँचाई पुल)
कार्य: योग्य उत्पादों को दाएँ कोण के चारों ओर पुनर्निर्देशित करता है और इसे निचली ओर की उत्पादन लाइन में बिना किसी व्यवधान के प्रवेश कराता है।
इंजीनियरिंग उद्देश्य: इसमें ऊपरी ओर की पैकेजिंग लाइन और निचली ओर की संग्रह लाइन के बीच ऊर्ध्वाधर ऊँचाई के अंतर को सुचारू रूप से पाटने के लिए डिज़ाइन किया गया अवरोही ढलान होता है। यह सीमित सुविधा के फुटप्रिंट के भीतर उत्पादों के लुढ़कने, फटने या ढेर लगने की समस्याओं को रोकता है।
पूर्ण संयुक्त प्रणालियाँ


