










































Рашэнне для рэнтгенаўскага кантролю і кантролю вагі
У аўтаматызаванай канчатковай упакоўцы ў канцы лініі апрацоўка непластычных насыпных матэрыялаў — такіх як амартфны дыаксід крэмнію (крышталічная пада), мікраразмельчаныя пласцікавыя смолы, рафінаваны цукер і прэміум-кормы для дамашніх жывёл — стварае асобныя реалагічныя складанасці. З-за высокай плошчы паверхні адсорбцыі і нізкай унутранай флюідызацыі гэтыя вельмі дробныя часціцы супраціўляюцца раўнамернаму размеркаванню падчас хуткай вертыкальнай упакоўкі ў мяшкі. У выніку ўпакоўкі выходзяць з лініі напаўнення з няўстойлівымі ўнутранымі насіпнымі гарбамі, якія, як правіла, характарызуюцца лакальным ушчыльненнем і нераўнамернымі профілямі напаўнення. Калі гэтыя неўмацаваныя матрыцы праходзяць праз наступныя кантрольныя пункты якасці, яны парушаюць працу дакладных прыбораў. Зменныя папярочныя сячэнні прадукта выклікаюць няўстойлівыя сігналы з сенсараў нагрузкі і спотыкаюць радыялагічныя выявы. Для пераадолення гэтай праблемы вытворчыя прадпрыемствы патрабуюць інтэграванай механічнай і сэнсарнай архітэктуры, якая стабілізуе фізічны матэрыял да атрымання дадзеных.
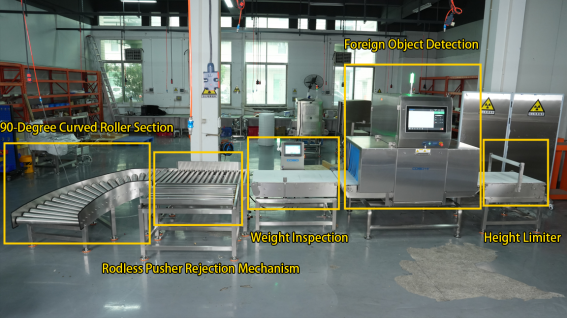
Структура сістэмы: Пяціступеньчатая інтэграваная лінія кантролю якасці
Гэтая сістэма выконвае функцыі шматступеневага кантролю якасці, які зберагае месца. Яна аб'ядноўвае фізічную папярэднюю падрыхтоўку матэрыялаў, кантроль на ўключэнне паразітных прадметаў, кантроль вагі і кампактнае апрацоўванне матэрыялаў у адзіны сінхранізаваны працэс.
Этап 1: Абмежавальнік вышыні (фізічная папярэдняя падрыхтоўка)
Функцыя: Механічна выраўноўвае і разгладжвае паступаючыя матэрыялы ў мяшках перад тым, як яны дасягнуць любых лічбавых сэнсараў.
Інжынерная мэта: Нецякучыя парашкі (напрыклад, крэмнізавы) прыродна ўкладваюцца нероўна пры вертыкальнай фасоўцы ў мяшкі, утвараючы высокія і нізкія ўчасткі. Абмежавальнік вышыні разгладжвае мяшок, каб забяспечыць аднолькавую тоўшчыню прадукту. Гэта стабілізуе цэнтр цяжару матэрыялу і прадухіляе спотыканне выявы або «змытыя» зоны ўнутры рэнтгенаўскага тунэлю.
Этап 2: Выяўленне паразітных прадметаў (сістэма рэнтгенаўскага кантролю)
Функцыя: Скануе стабілізаваную ўпакоўку з дапамогай неразрушаючага рэнтгенаўскага прапускання.
Інжынерная мэта: выяўленне як металічных, так і неметалічных забруджвальнікаў (у тым ліку ферамагнітных металаў, медзі, алюмінію, нержавеючай сталі, асколкаў шкла, камянёў, керамікі і цвёрдага пласціка) на аснове розніцы адносных шчыльнасцей. Пераўтварае змены шчыльнасці ў чарно-белыя выявы для рэальнага часу аўтаматызаванага аналізу.
Этап 3: Кантроль вагі (лінійны вагавы прылада)
Функцыя: праверка дакладнай масы ўпакоўкі негадзя непасрэдна пасля яе выхаду з рэнтгенаўскага тунэлю. Інжынерная мэта: выяўленне адхіленняў у вазе для вызначэння недаўпакаваных, перавыпакаваных упаковак або адсутнасці элементаў. Паколькі прадукт быў сплюшчаны на Этапе 1, матэрыял унутры не зрушваецца; гэта выключае вагавыя асцыляцыі на вагавым мостыку і забяспечвае высокую дакладнасць паказанняў датчыка нагрузкі.
Этап 4: Струменевы механізм адбраку
Функцыя: адзіны цэнтралізаваны пункт выканання, які выдаляе няадпаведныя прадукты з лініі.
Інжынерная мэта: замест выкарыстання асобных кантэйнераў для адбракаваных вырабаў, якія марнуюць лінейнае прастору падлогі, гэтая ўстаноўка злучае сігнальныя патокі рэнтгенаўскага апарату і кантрольнай вагі ў цэнтральны ПЛК. Калі ўпакоўка не праходзіць праверку на чысціню або не адпавядае парогу вагі, бязштангавы штурхальнік высоўвае яе з тэхналагічнага патоку ў кантэйнер для збору.
Этап 5: 90-градусны выгнуты ролікавы участак (вышынны маст)
Функцыя: перанакіроўвае дазволеныя вырабы вакол правага вугла і бяспамярно ўводзіць іх у наступную лінію вытворчасці.
Інжынерная мэта: мае спраектаваны нахіл уніз для плавнага перамыкання вертыкальнай вышыннай няроўнасці паміж уваходнай лініяй упакоўвання і выхаднай лініяй збору. Гэта прадухіляе перакачванне, разрыв або ўтварэнне «прабкі» з-за штабелювання вырабаў у абмежаванай прасторы прамысловага памяшкання.
Усе аб'яднаныя сістэмы ў сукупнасці


